Inspeksi Label yang Miring
Inspeksi 1.360 derajat
2.Muli view stiching dan teknologi pengenalan warna lebih dapat diandalkan
3. Kecepatan maksimum mencapai 36000 BPH
4.Pastikan label produk makanan atau minuman tertata dengan benar.
I. Dasar Desain Proyek
1. Gambaran Umum Proyek
1.1 Nama Proyek: Mesin Inspeksi Label Botol PET Online
1.2 Deskripsi Proyek: Dengan memanfaatkan teknologi inspeksi visi mesin tingkat lanjut, sistem ini melakukan inspeksi online tanpa kontak dan sepenuhnya otomatis pada label botol PET, termasuk keberadaan dan tinggi label.
1.3 Kapasitas Produksi Terukur: 60.000 unit/jam.
1.4 Jenis Botol: Botol PET.
2. Kondisi Lingkungan
2.1 Ketinggian Optimal: 5-3000 meter di atas permukaan laut;
2.2 Suhu Lingkungan Optimal: 5°C-40°C;
2.3 Kelembapan Lingkungan Optimal: 50-65% RH;
2.4 Kondisi Pabrik: Parameter seperti kerataan lantai dan kapasitas daya dukung beban harus memenuhi standar nasional yang relevan dan memenuhi persyaratan pengoperasian normal mesin;
2.5 Kondisi Penyimpanan Pabrik: Setelah tiba di pabrik, suku cadang dan mesin harus disimpan di lokasi yang memenuhi standar nasional yang relevan.
Catatan: Pelumasan dan perawatan harus dilakukan untuk mencegah kerusakan pada permukaan komponen atau deformasi yang dapat memengaruhi pemasangan, pengoperasian awal, dan pengoperasian mesin secara normal.
3. Kondisi Operasional Peralatan
3.1 Kebisingan: ≤85 dB; tingkat kebisingan aktual dapat bervariasi tergantung pada wadah/kemasan yang diproses, daya mesin, dan karakteristik akustik bangunan.
3.2 Tegangan: 220V, 50Hz, satu fasa (tegangan khusus memerlukan pemberitahuan sebelumnya).
3.3 Daya Total: Sekitar 1,0kW; Tegangan Kontrol: 24VDC.
3.4 Udara Terkompresi: 0,5MPa, konsumsi udara per siklus pembuangan sekitar 0,01L.
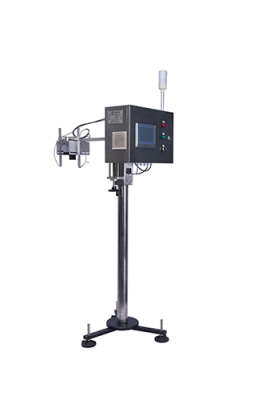
II. Pengenalan Peralatan
1. Lokasi pemasangan: pada jalur konveyor lurus satu baris di belakang mesin pelabelan.
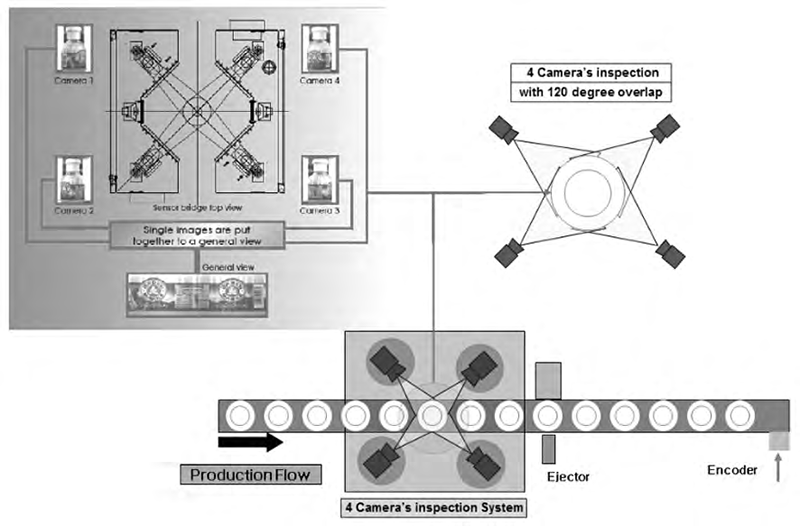
2. Alur Kerja Sistem

Gambar: Prinsip kerja sistem dan diagram alur
3. Pengoperasian Sistem
3.1. Ketika sebuah botol melewati sensor posisi, kedatangannya terdeteksi dan unit kontrol mencatat ID kaleng dan nilai encoder saat ini.
3.2. Sensor posisi memicu kamera untuk mengambil gambar label botol saat ini. Setelah pengambilan gambar, prosesor gambar memproses gambar tersebut dan mengirimkan hasil pemrosesan ke antarmuka manusia-mesin untuk tampilan dinamis dan ke unit kontrol untuk penghapusan botol yang tidak memenuhi syarat.
3.3. Setelah menerima sinyal tidak memenuhi syarat, unit kontrol memberitahu penolak untuk mengeluarkan kaleng dengan ID yang sesuai.
4. Komponen Akuisisi Gambar
4.1 Sumber Cahaya: Menggunakan sumber cahaya area LED dengan masa pakai hingga 50.000 jam. Dengan menggunakan iluminasi latar depan, informasi tentang objek yang diukur ditampilkan dengan jelas. Pada gambar, mulut botol tampak sebagai cincin melingkar terang yang kontinu. Lensa fokus tetap dengan bukaan manual digunakan. Sesuaikan cincin fokus untuk mendapatkan gambar paling jelas pada permukaan target CCD, dan sesuaikan cincin bukaan untuk mengoptimalkan kecerahan gambar.
4.2 Kamera: Menggunakan kamera analog CCD array area dengan resolusi 640 x 480 piksel dan kecepatan pengambilan gambar hingga 60 frame per detik.

5. Isi dan Akurasi Inspeksi
5.1 Isi Inspeksi
1). Tanpa label
2) Label tinggi
3). Label rendah
4). Label positif dan negatif (orientasi label yang salah)
5.2 Akurasi Deteksi
nomor seri
|
Isi Tes |
Akurasi Pengujian |
Tingkat penolakan
|
Tingkat penolakan yang salah
|
1 |
Tidak ada label |
--- |
100% |
≤0,03% |
2 |
Label tinggi |
Penyimpangan ≥ 2mm |
≥99,9% |
|
3 |
Label rendah |
Penyimpangan ≥ 2mm |
≥99,9% |
|
4 |
Label penghubung (pita perekat yang digunakan saat mengganti label, memerlukan perbedaan warna yang signifikan antara pita perekat dan label) |
≥99,9% |
7. Struktur dan Komponen Peralatan
7.1 Mesin ini terdiri dari berbagai unit deteksi dan antarmuka manusia-mesin (HMI). Mesin ini cocok untuk inspeksi label pada jalur produksi berkecepatan tinggi.
7.2 Unit deteksi menggunakan komputer kontrol industri yang stabil untuk memproses, berinteraksi dengan unit kontrol untuk mengirimkan informasi deteksi.
7.3 Sistem kendali elektronik menggunakan pengontrol terprogram impor, memori program, sakelar fotolistrik, sakelar induksi, dan komponen lainnya, dikombinasikan dengan kendali program komprehensif dan antarmuka HMI, membentuk sistem kendali otomatis yang canggih.
7.4 Unit konfirmasi penolakan dipasang untuk memastikan bahwa semua produk cacat ditolak dengan benar.
7.5 Kabinet distribusi daya dilengkapi dengan pendingin udara industri untuk memastikan suhu yang sesuai di dalam kabinet dan memperpanjang umurnya.
7.6 Kabinet pengujian yang ringkas meminimalkan ukuran peralatan.
7.7 Status operasi pengujian dan kondisi kesalahan ditampilkan secara grafis pada antarmuka manusia-mesin.

8. Keunggulan Sistem
8.1 Perangkat keras sistem pengolahan gambar menggunakan komponen impor terkemuka di industri, dan perangkat lunaknya menggabungkan algoritma pengolahan gambar khusus, yang memungkinkan tugas inspeksi berkecepatan tinggi, presisi tinggi, dan keandalan tinggi.
8.2 Program khusus untuk berbagai bentuk botol dapat dibuat, memungkinkan perubahan bentuk botol hanya dengan satu klik.
8.3 Dilengkapi dengan unit konfirmasi penolakan, sistem ini memantau secara online untuk memastikan bahwa botol yang cacat ditolak dengan benar, sehingga menjamin kontrol loop tertutup yang andal selama proses inspeksi.
8.4 Desain modular sistem, dengan antarmuka dan ruang yang memadai, memungkinkan kemampuan ekspansi yang signifikan.
8.5 Peralatan ini memiliki tingkat kegagalan yang sangat rendah dan perawatannya sederhana serta mudah.