Mesin Inspeksi Kebocoran Produk dalam Kemasan
1. Dengan menggunakan metode ekstrusi dan algoritma analisis gaya tingkat lanjut, output tercepat dapat mencapai 400 kantong/menit.
2. Cocok untuk produk makanan yang diisi nitrogen dan produk makanan dalam kemasan tiup lainnya.
I. Pengenalan Produk
1. Gambaran Umum Kinerja
MT-DZ-XL-S2-01 adalah sistem pengujian fungsional otomatis sepenuhnya yang dirancang untuk jalur produksi berkecepatan tinggi, dengan kapasitas inspeksi maksimum 300 kemasan per menit. Sistem ini menggunakan metode pengujian online berbasis kontak yang secara akurat mengukur dan mencerminkan karakteristik tekanan internal wadah produk, memastikan hasil pengambilan sampel yang stabil dan andal. Dibandingkan dengan peralatan serupa di dalam dan luar negeri, sistem ini memberikan presisi pengujian yang lebih unggul.
Inti dari sistem ini adalah teknologi deteksi tekanan sabuk Maotong, yang telah disempurnakan melalui lebih dari sepuluh tahun pengembangan dan aplikasi praktis. Saat produk diangkut, mekanisme sabuk fleksibel menerapkan tekanan terkontrol, sementara sensor yang dipasang di samping mendeteksi respons tekanan di dalam kemasan. Pengontrol mengubah pembacaan ini menjadi sinyal digital, yang diproses untuk mengevaluasi konsistensi tekanan internal dan kualitas penyegelan.

2. Produk yang Berlaku
Karton atau kantong yang diisi dengan nitrogen cair
Kantong kemasan plastik berisi gas atau uap
kantong berdiri aluminium foil cair
3. Kemampuan Inspeksi
Deteksi kebocoran yang disebabkan oleh segel yang rusak
Identifikasi tekanan internal rendah atau penonjolan berlebihan pada kantong
4. Fitur & Parameter Utama
Pelacakan otomatis kecepatan jalur produksi; berhenti ketika jalur berhenti untuk mencegah kerusakan atau kemacetan.
Kapasitas pemeriksaan >300 tas per menit
Kompatibel dengan pengujian produk bertekanan tinggi dan rendah.
Akurasi deteksi tekanan ±0,02 MPa
Kinerja inspeksi kecepatan tinggi
Antarmuka manusia-mesin (HMI) yang intuitif
Tampilan dinamis waktu nyata dari beberapa kumpulan data penolakan
Indikator alarm visual untuk benturan abnormal
Pengoperasian yang sepenuhnya terlokalisasi dengan menu berbahasa Mandarin.
Algoritma pemrosesan sinyal digital berbasis DSP milik Maotong
Dukungan teknis jarak jauh 24/7
Fungsi pematian penolakan berkelanjutan otomatis
nomor seri
|
Isi tes |
Deskripsi Tes |
Tingkat penolakan
|
Tingkat penolakan yang salah
|
1 |
Kebocoran tas |
Penyegelan yang tidak tepat atau kebocoran yang disebabkan oleh penyumbatan material |
≥99,98% |
≤0,05% |
2 |
Tekanan tas |
Tekanan pengemasan setelah penyegelan terlalu rendah atau terlalu tinggi, menyimpang dari nilai normal sebesar ±0,02 MPa. |
≥99,93% |
6. Diagram skematik ekstrusi peralatan

Kami menggabungkan mekanisme pemandu front-end yang melakukan kompresi awal pada setiap produk untuk menghasilkan tekanan internal yang stabil sebelum pengujian. Jika terjadi kebocoran, sistem memungkinkan tekanan dilepaskan sebanyak mungkin, dan tekanan sisa diukur di ujung ekor. Untuk produk yang tersegel dengan baik, variasi tekanannya minimal, sedangkan untuk produk yang cacat, tekanannya menyimpang secara signifikan dari standar. Pendekatan ini memastikan deteksi kebocoran yang andal dan kinerja penyegelan yang buruk.
7. Prinsip Deteksi Peralatan
Saat produk bergerak di sepanjang konveyor, produk tersebut melewati sensor pemosisian, yang mencatat kedatangan produk dan merekam ID produk serta sinyal encoder saat ini melalui unit kontrol. Sensor pemosisian kemudian mengaktifkan sensor gaya untuk menangkap tekanan sesaat yang diberikan produk pada sabuk konveyor. Data tekanan ini ditransmisikan ke papan pemrosesan sinyal Maotong melalui jaringan. Papan tersebut menganalisis data dan menyampaikan hasil pemrosesan secara bersamaan ke antarmuka manusia-mesin (HMI) untuk visualisasi dinamis dan ke unit kontrol. Jika sinyal penolakan dihasilkan, unit kontrol menginstruksikan penolak untuk mengeluarkan produk tertentu yang ID-nya sesuai dengan kriteria tekanan yang gagal.
II. Instalasi Peralatan
1. Pemuatan, Pembongkaran, dan Penyimpanan
Selama pengangkutan, peralatan harus diikat dan dikemas dengan aman. Perhatian ekstra harus diberikan untuk memastikan bahwa sensor tidak terkena tekanan atau tegangan eksternal. Bagian luar peralatan harus dibungkus dengan bahan tahan lembap dan tahan benturan untuk mencegah goresan, penyok, dan kerusakan akibat air. Mesin harus terpasang dengan kuat pada kendaraan pengangkut untuk menghindari pergeseran atau benturan selama pergerakan.
Saat melakukan bongkar muat, gunakan peralatan pengangkat dan penanganan yang tepat, pastikan mesin terpasang dengan stabil untuk menghindari tergelincir.
Untuk penyimpanan dan penggunaan, kondisi lingkungan harus dijaga: kelembaban relatif antara 10% dan 80%, dan suhu lingkungan antara 0°C dan 50°C.
2. Panduan Pemasangan
2.1 Pasang peralatan pada permukaan yang rata, pastikan sabuk konveyor penjepit tetap sejajar dengan konveyor bawah produk.
2.2 Sebelum menyalakan daya, periksa semua sambungan kabel dan pastikan kotak kontrol rak telah diarde dengan benar.
2.3 Persyaratan catu daya: AC satu fasa 220V, 50Hz, daya total 250W.
2.4 Persyaratan udara terkompresi: 4–8 bar, memenuhi standar kualitas industri.
2.5 Untuk pengujian yang paling akurat, produk harus diperiksa setelah pendinginan. Peralatan harus ditempatkan pada bagian konveyor lurus sepanjang 1,5–2 meter.
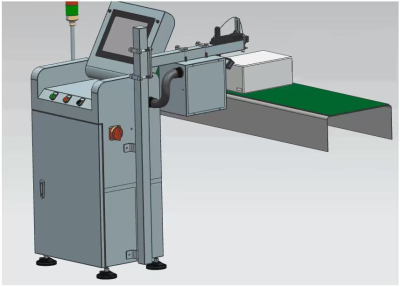
3. Struktur dan Spesifikasi Peralatan
3.1 Dimensi Keseluruhan: Seperti yang ditunjukkan di atas
3.2 Konstruksi Rangka: Baja tahan karat 304, terintegrasi dengan sistem konveyor
3.3 Perkiraan Berat: 100 kg
III. Pedoman Pengoperasian yang Aman
Sebelum mengoperasikan peralatan ini, tindakan pencegahan keselamatan berikut harus diperhatikan:
3.1 Hanya operator terlatih yang boleh menggunakan mesin ini.
3.2 Perawatan harus dilakukan secara eksklusif oleh personel teknis yang berkualifikasi.
3.3 Pastikan semua peringatan keselamatan dan perangkat pelindung terpasang sebelum memulai pengoperasian.
3.4 Jangan pernah mengoperasikan mesin dengan penutupnya terbuka. Buka penutup hanya setelah memutus aliran listrik dan udara bertekanan.
3.5 Jauhkan tangan dari rakitan batang penghubung silinder penolak selama pengoperasian.
3.6 Jangan menghalangi atau secara tidak sengaja menyentuh sensor fotolistrik selama pengoperasian, karena hal ini dapat menyebabkan sinyal penolakan palsu dan potensi cedera.
3.7 Jangan memutuskan sambungan listrik saat mesin dihidupkan untuk menghindari kerusakan komponen.
3.8 Pasang label peringatan yang tepat saat melakukan perawatan peralatan untuk mencegah kecelakaan.
3.9 Sebelum menghubungkan perangkat eksternal, pastikan baik peralatan maupun unit eksternal dalam keadaan mati. Sambungkan kembali daya hanya setelah koneksi terpasang dengan aman.
3.10 Karena komponen elektronik sensitif terhadap listrik statis, selalu pastikan pentanahan yang tepat baik pada rangka mesin maupun kabinet kontrol.